
来源:废水回收处理时间:2026-06-17
我国煤炭资源储量充沛,现代煤化工是国内化工产品生产的核心基础产业。该行业生产流程耗水量大,同时废水排放体量庞大,水资源短缺问题已经成为限制煤化工产业长效发展的关键瓶颈。想要推动煤化工行业绿色可持续发展,研发废水零排放技术、推进生产废水循环回用,是破解水资源制约难题有效的路径。
煤化工废水主要源自焦化、气化与液化三大生产环节,废水水质处理难度高。这类废水污染物种类繁杂,包含大量焦油、苯类、硫化物、氨氮以及氟化物等有害物质,同时富集大量难以被微生物分解的有机污染物,属于典型的难降解工业废水。即便经过常规生化工艺处理,废水中依旧会残留大量显色与助色有机基团,出水色度与浊度始终处于较高水平,无法直接达标利用或排放。
现阶段国内多数煤化工企业,普遍采用物化预处理搭配生化处理的二级处理工艺,但该处理方案存在明显短板。废水进入生化系统前本身携带大量有机污染物,而微生物无法分解部分小分子顽固有机物,即便依托主流生物脱氮工艺处理,依旧有部分有机物无法被去除。经过常规二级处理后的废水,核心水质指标依旧无法满足排放标准与回用要求。若将该废水直接回用于循环冷却水系统,会引发污泥淤积、设备粘结腐蚀等运行故障;若直接外排,既会严重破坏周边生态环境,也会造成大量水资源无端浪费。
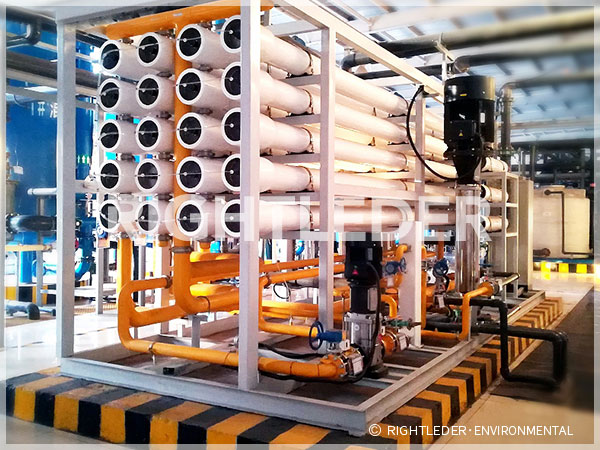
针对传统膜工艺运行短板,莱特莱德深耕水处理领域多年,推出专用中水回用设备,精准适配煤化工高难度废水回用场景,依托自主研发的核心系统,破解行业废水处理痛点。该套中水回用设备整合多级膜处理技术,搭配专属预处理系统,兼顾高效处理、低能耗与强抗污染能力,同时依托智能化管控系统适配煤化工波动大的复杂水质,相比传统膜处理方案,整体运行稳定性与经济性大幅提升,完美契合煤化工废水回用与零排放双重需求。
市面上常规超滤-反渗透组合工艺虽可实现基础脱盐回用,但普遍存在运行压力高、膜元件易污堵、浓水产量大、运维成本居高不下等问题,难以适配煤化工长期连续生产需求。莱特莱德中水回用设备优化升级传统膜组合流程,搭载自研Neterfo®极限分离系统,替代常规单一膜单元,前置纳滤单元实现水质预分离,有效拦截大分子污染物,保护后端反渗透膜组件,大幅降低膜污染概率,延长膜元件清洗周期与使用寿命。
针对纳滤无法去除单价离子、氯离子易累积的行业通病,莱特莱德中水回用设备采用定制化UF-NF-RO一体化集成工艺,搭配Wastout®微波高效反应预处理系统,提前降解水中难降解有机物、削减色度浊度,从源头减轻膜系统处理负荷。整套设备可精准调控水中盐分与氯离子含量,彻底解决盐分富集难题,出水水质稳定达标,可直接回用于循环冷却水系统。整套设备集成度高、占地小、自动化程度高,无需复杂人工运维,兼顾高产水率与低成本运行优势。综上,莱特莱德专用中水回用设备针对性解决煤化工废水回用全流程痛点,是助力煤化工企业节水减排、实现废水资源化与绿色可持续发展的优质解决方案。

 免费电话咨询
免费电话咨询 免费获取方案
免费获取方案